Peter Reid, a Senior Research Engineer from the CSIRO, had a problem. As part of a research project at Pullenvale, Peter was developing a machine that helped to map and survey mine sites using advanced technologies.
Requirements
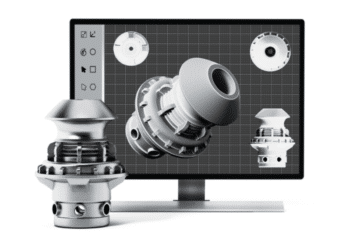
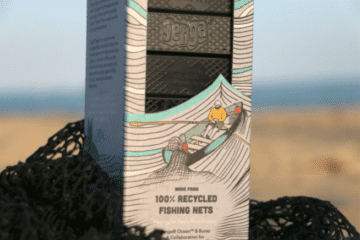
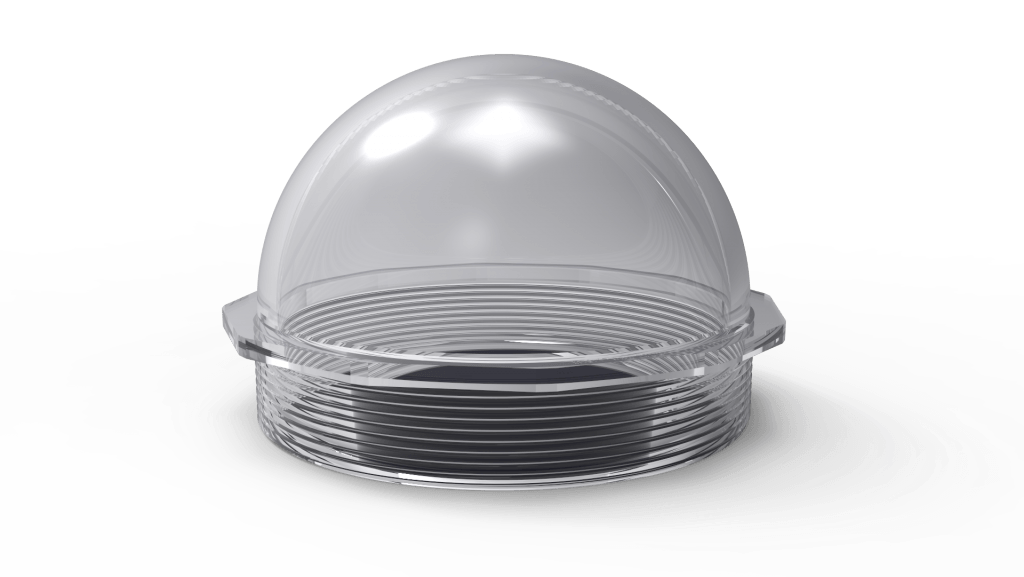
He was using LiDAR and other light-based sensors to survey the mine. What he needed was an optically clear dome to enclose the critical sensors on his mine survey unit.
However, as part of the risk mitigation factors that made up his brief, any internal fire or flame might have been extremely hazardous in the mine environment. Peter needed something optically clear but also capable of mass manufacturing, and most importantly something that complied with the tight tolerance regarding the thread in the enclosure.
The Thread
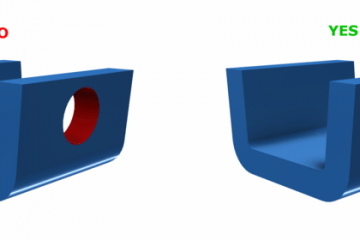
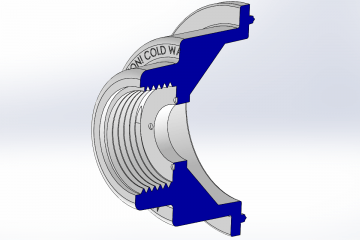
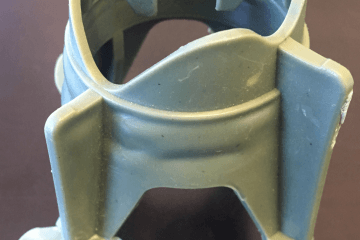
The Thread detail was critical – if there was a flame inside the mine survey unit, it absolutely could not escape to the outside environment, which could be filled with hazardous gases.
This special thread had to be long enough that if there was a flame inside the unit trying to escape, it would have to travel so far around each thread that it would self-extinguish before it escaped the enclosure.
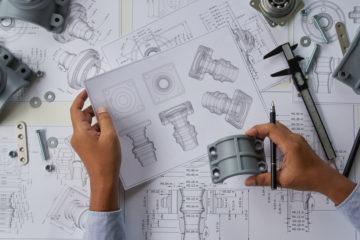
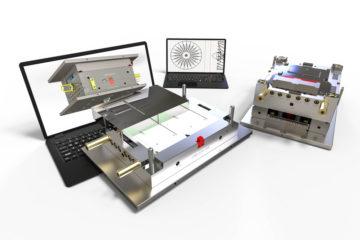
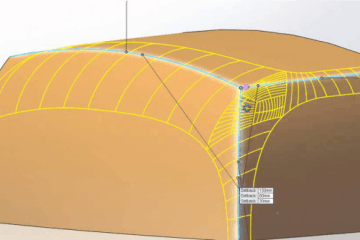
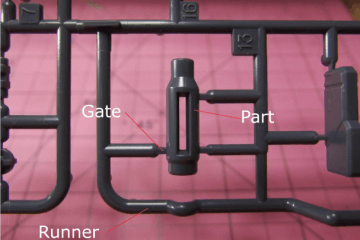
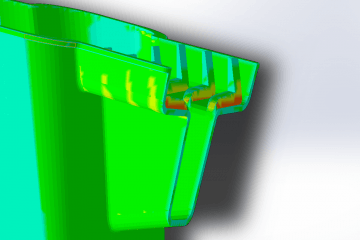
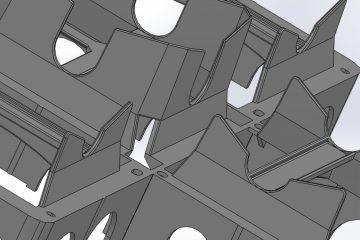
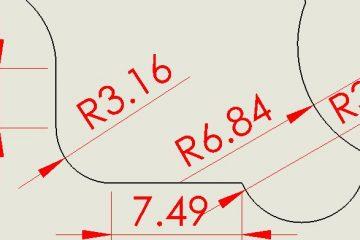
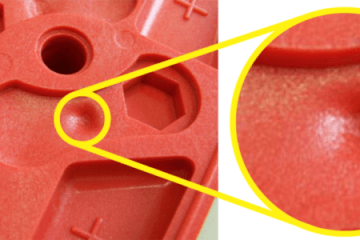
Peter specified thread standards that we had to match, and we also had to ensure the parting line along the thread was minimised as much as possible. We spent weeks agonising over these details, making sure the tool design and the end result could match these tight tolerances. Each half of the tool that made up the thread had to be machined precisely and come together with almost no part line.
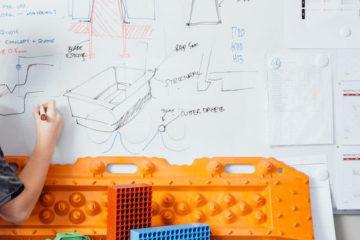
Design Factors
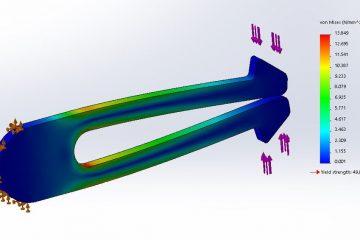
The other competing factors were that the dome had to be extremely strong, optically clear and resist to chemical attacks. We knew we had to mould it in polycarbonate for its strength and chemical resistance. But as the part was so thick, we were worried about the optical clarity. We’d done optically clear parts before, but in thinner materials and ones that wouldn’t be affected so much by cooling.

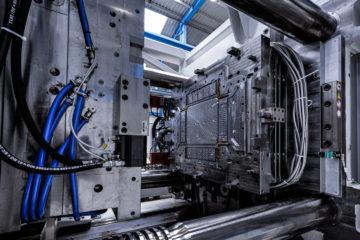
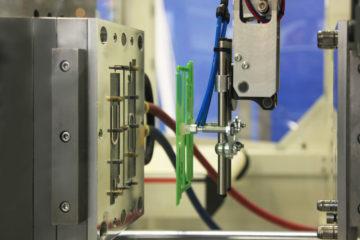
Moulding
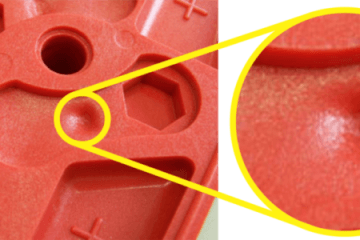
After the tool was built, we ran the order. Peter came to visit us and saw how we were moulding it and how we could control the moulding conditions. He gave us templates to check the moulded parts against to review the clarity.
Some would be perfect, others would have bows and distortions that you could see against a checkered background. He even machined jigs to test the moulded parts’ threads.
Even though each shot was the same, the in-mould cooling conditions and tiny variables in the ambient atmosphere affected the part. It was extremely difficult to mould, but we kept moulding (almost 3 times the initial order) until Peter had his product and was completely satisfied. Our determination and perseverance delivered a product to Peter that no-one else could.

Subscribe to Our Newsletter
Get the latest news from Dienamics into your inbox