Last week’s blog was all about Cold Runner Systems, this week, it’s time you learnt all about the alternate option – Hot Manifold Systems!
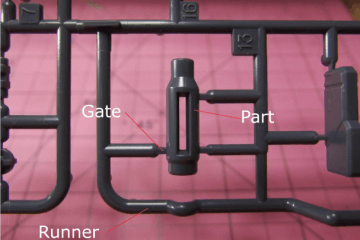
To reiterate last week’s blog, the runner system is what controls the distribution of the plastic from the moulding machine’s nozzle to the tool cavities. If you haven’t already read it all, check it out here.
Runnerless Moulding
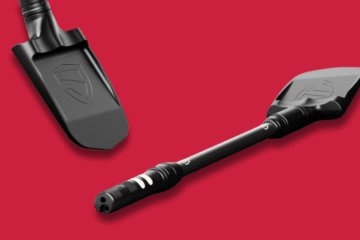
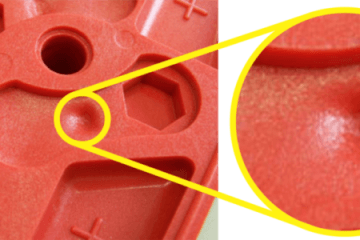
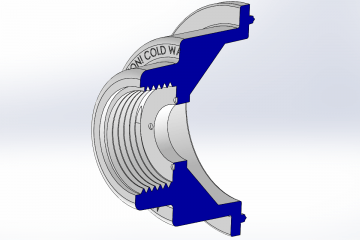
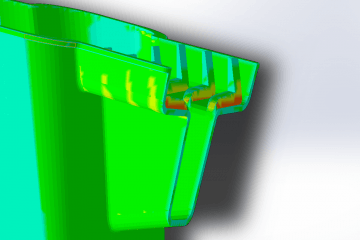
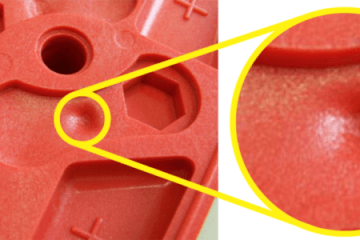
With a hot manifold system, the injection moulding machine’s melt chamber is essentially extended beyond the machine’s nozzle and into the first sections of the tool. In doing this, you don’t mould a part with a sprue. Instead, your part is only left with a small mark at the point of injection. If you look on the bottom of a regular bucket – this is the mark or pip at the very centre. What this means is that each mould cycle doesn’t produce sprue wastage like a cold runner system.
Advantages & Disadvantages
With a hot manifold system, the tool design will be more complex and therefore your tool cost will be increased. Despite this, it is often more cost effective to use hot manifold systems when producing large volumes of product, despite the increased tool investment cost.
The general advantages of hot manifold systems are:
- Production increase (i.e., lower cycle times)
- Moulding cycle time can be reduced by using hot manifold systems when the cooling of a sprue would determine the cycle time.
- Material savings
- Quality improvements
- No waste
- Automatic degating
- Energy saving
- Flexible choice of gating location
While general disadvantages include:
- Higher investment
- Critical moulding conditions
- Critical temperature control
- Moulding start-up problems (tailing)
- Colour change problems
- Abrasion on hot manifold injection gates (i.e., if using reinforced plastics)
In selecting whether a hot manifold/runner system or a cold runner system is the one for you, make sure to consider economic factors such as the initial investment, cycle times and the number of parts, as well as product factors like warpage, shot weight and gate/sink marks.
With a full understanding of both runner types and their advantages, you can make the most informed decision when it comes to your own tooling. For more information on the injection moulding process, check out How does an injection moulding machine work?
At Dienamics, we offer a range of comprehensive services in every step of the product manufacturing process. These include:
- Product design, including concept assessment and project scoping
- Prototyping and process and materials testing
- Manufacturing, injection moulding, production, assembly, and packaging
Contact us today if you have a product you’re looking to get designed & manufactured!
Subscribe to Our Newsletter
Get the latest news from Dienamics into your inbox