A sad fact of injection moulding and plastics manufacturing in general, is that plastic shrinks. And sometimes it shrinks a lot. So as plastic Injection moulders we’ve learnt to deal with shrinkage and today we are going to share a few of our tips and tricks to avoid excessive shrinkage and explain a bit about how and why shrinkage happens.
Below is a list of common plastics and their respective ballpark shrinkage ratios. For accurate shrinkage rates of specific plastic compounds get in touch with your moulder or your plastic supplier and ask for a material datasheet.
Acrylonitrile Butadiene Styrene (ABS) 0.4 – 0.9%
Polystyrene (PS) 0.4 – 0.7%
High Density Polyethylene (HDPE) 2.0 – 6.0%
Polypropylene (PP) 1.0 – 2.5 %
40% Glass filled PP 0.2 – 0.8%
Polyamide 6 (Nylon 6) 0.5 – 1.5%
Polycarbonate (PC) 0.5 – 0.7
Poly Ethyl Terephthalate (PET) 0.2 – 0.4%
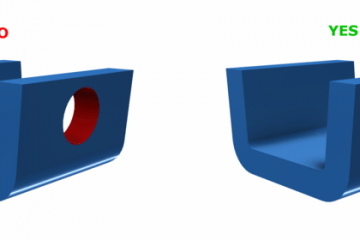
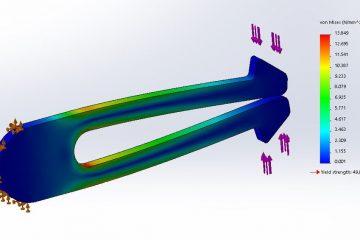
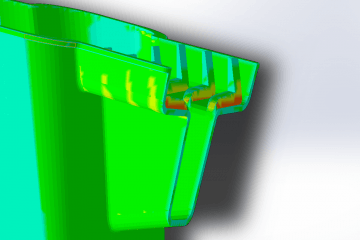
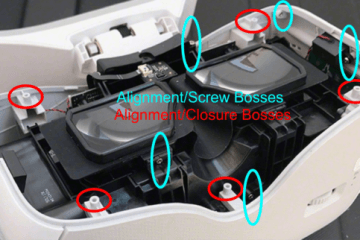
Shrinkages occurs because your part is solidifying from molten plastic in the tool. There’s a massive temperature difference between the plastic extruder barrel, where the raw material is heated to the Injection Moulding tool, where the plastic cools. The temperature difference is the main reason it shrinks, but it can be exacerbated by thick wall sections or sections that are thickened by features like ribs, and screw bosses. Also, pure polymers will shrink more than polymers with fillers and additives. Glass Fibres in plastics will create a sort of reinforcing mesh, forcing the polymer chains to wrap and bend around them. It also reduces the total amount of polymer in an injection moulded part and these two factors combines can significantly reduce shrinkage rates.
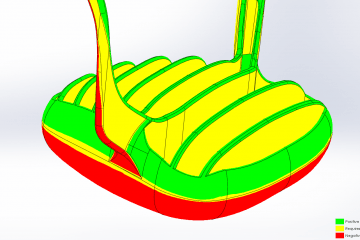
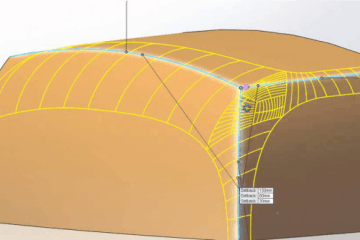
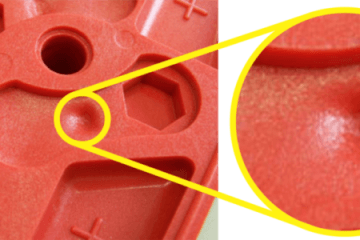
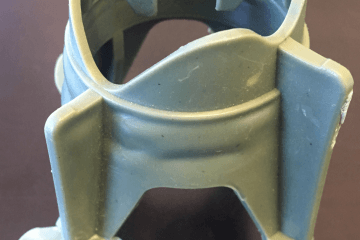
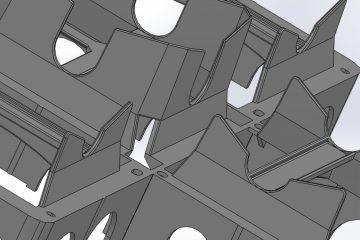
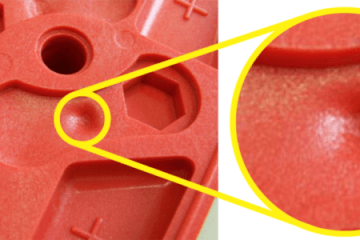
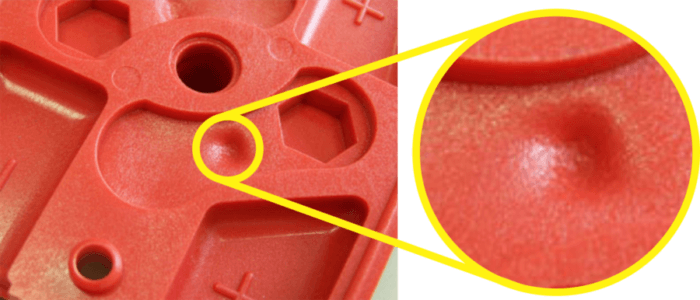
To avoid excessive shrinkage, we can change the wall thickness, and rib and core your product so that there is little to no shrinkage and any shrinkage that is necessary is cleverly hidden. Things like changes in textures over thicker parts of your product will trick people’s eyes, making them think it was a deliberate decision to have the pattern and not show ugly sink marks. Also shrink marks appear more visibly with high gloss surface finishes, by going down a grade or two in surface finishes you might get away with hiding a small sink mark. If you’d like to know more about how shrinkage might affect your part, come in for an free, no-obligation 1 hour meeting.
Subscribe to Our Newsletter
Get the latest news from Dienamics into your inbox