For those of you who want to know a little more about plastic injection moulding, this article will attempt to explain, in layman’s terms, exactly what this means. Basically, injection moulding is a process that was first designed in the 1930s. Up until then die casting, or the process by which metals are cast from a molten state, was the most common form of converting scrap metals into other usable products.
Injection moulding was an advance on this process because it allowed plastic resins to be injected with force into a mould which produced the desired product.
Large injection moulding machines basically take the resins through six major processes and can produce a huge variety of products from tiny toys like plastic spiders right through to complex computer parts.
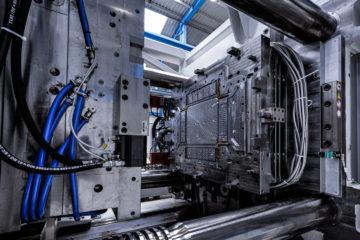
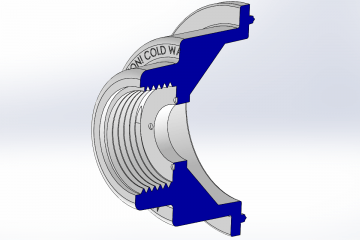
The injection moulding machine, which is quite complex, consists of 2 basic parts. First, the injection unit itself, and second the clamping unit. The clamp is applied to the injection unit under extraordinary pressure so that it can accommodate the injection and cooling process which follows.
Resins which are used in the moulding are generally in the form of small pellets which are fed into the machine. After this colouring agents are added and the pellets are fed into an injection barrel where they are heated to melting point. Once the correct temperature has been reached, the plastic is injected into the mould using a ramming device.
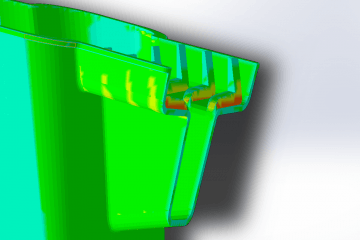
Once the resin pellets have been forced into the mould, they are held in place while hydraulic or mechanical pressure is applied to ensure that every cavity inside the mould is filled with the resin.
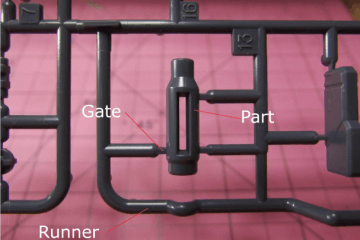
The plastic is then allowed to cool inside the mould after which the two halves of the mould are opened and separated so that the plastic can be ejected from it. Once ejected, the completed parts are trimmed of any excess extrusions which are later recycled. The entire process takes anywhere between 10 and 100 seconds depending on the necessary cooling time.
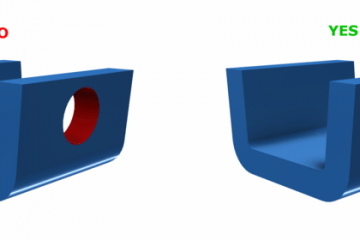
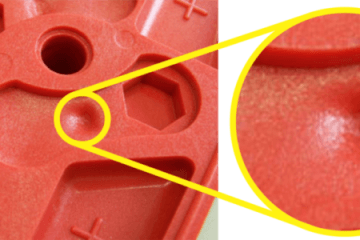
Although this process seems very straightforward, there are many complex calculations which have to be performed before the process can be commenced. This is because every type of resin has its own particular shrinkage rate meaning that the mould has to be able to accurately compensate for this. If a miscalculation occurs, the final product may be flawed or incorrectly sized. Any miscalculations may be compensated for by adding extra resin to compensate for contraction before final processing.
Other complications like temperatures being too high may result in some parts burning or warping because of uneven surface temperature. If the injection stroke is too slow, the mould may not be completely filled and will produce a faulty end product.
You might be surprised to learn that plastic injection moulding machines can be very expensive, sometimes as much as $100,000. But with the huge quantities these moulds can produce, the unit cost can be surprisingly low and when quality is high enough, production efficiency soon makes up for the initial investment.
Subscribe to Our Newsletter
Get the latest news from Dienamics into your inbox