Transitioning your design from prototype to final product is a very exciting step in the product design process. When taking advice from industrial designers and injection moulding toolmakers, it is important to understand the benefits and implications of each tooling method. This will help you make informed decisions that affect the appearance, cost, and fabrication of the final product.
New to injection moulding? Read this article as an introduction to injection moulding, and this article to learn more about Cold Runner Systems.
Determining Factors
When creating an injection moulding tool for your product, there are a few key factors that will determine the tool most suitable for your design:
- Production volume requirements.
- Budget (initial vs long-term investment).
- Part features and moulding control.
- Assembly requirements.
One major tool design choice that impacts all these factors is the number of cavities in your tool.
Tooling Configurations Overview
Tooling configurations can be categorised into 3 main configurations:
- Single Cavity Tool – tool produces one part per cycle.
- Multi-Cavity Tool – tool produces multiple identical parts per cycle.
- Family Tool – a type of multi-cavity tool producing multiple different parts per cycle.
Let’s take a closer look at each of these configurations.
Single-Cavity Tools
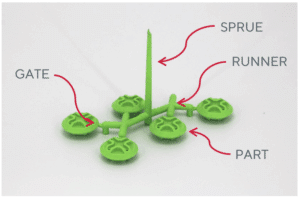
First, single-cavity tools produce one part per run in an injection moulding machine.
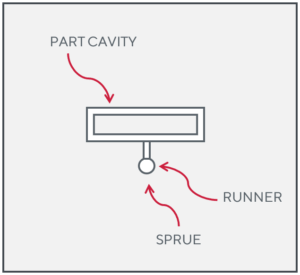
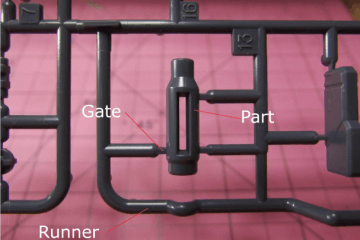
Simplified single-cavity tool diagram (in a cold-runner system)
Single-cavity tooling ultimately creates the most precise and controlled moulding process with lower-volume production. The simplicity of these tools makes them easier to maintain and troubleshoot during moulding. Moulders can optimise machine parameters to ensure the part can be produced as accurately as possible creating a more controlled run and troubleshooting process. Whereas in a multi-cavity tool, adjusting settings to perfect one part can easily create defects in the other parts.
It also offers the lowest upfront tooling cost as there’s only one cavity and the tool is as small as it can possibly be. However, the slower the rate of production means a higher the per-part production cost. So, while the initial cost of tooling is reduced, depending on the volume requirements of that part, when you factor in moulding costs, a single-cavity tool can result in a larger overall cost in the long run than with other tooling configurations. Therefore, for larger-volume production requirements, a multi-cavity tool should be considered to increase efficiency and reduce costs down the line.
Multi-Cavity Tools
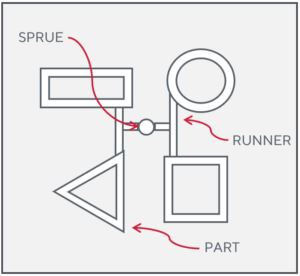
Multi-cavity tools produce multiple identical parts in one cycle.
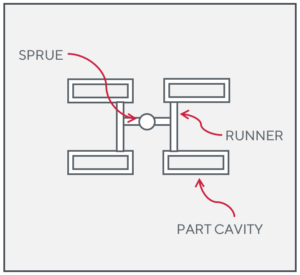
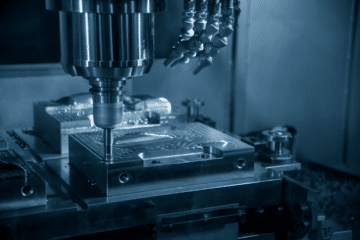
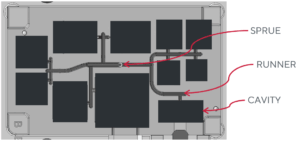
Simplified multi-cavity tool diagram
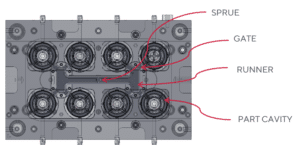
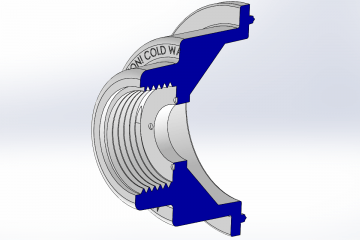
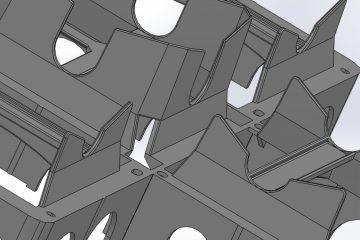
CAD screenshot of a cold-runner multi-cavity tool.
This configuration is the most effective for high-volume production, creating more products faster.
Multi-cavity tools, unlike single-cavity tools, have a higher upfront tooling cost making them more suitable for high-volume production. By increasing the number of cavities in the tool, this increases the tool’s size and complexity which results in higher tooling costs to cover extra requirements for machining, additional steel and/or any required tool mechanisms such as lifters or sliders.
However, the more cavities result in lower per part prices. As the tool produces more parts per cycle (per shot of plastic), the cost per individual part is lower than what they’d be if moulded one by one in a single-cavity tool. Because of these per part cost savings, often the initial tooling investment is made back faster than with a single-cavity tool. This makes it appealing for those who can afford higher-cavity tools, or those with high volume requirements.
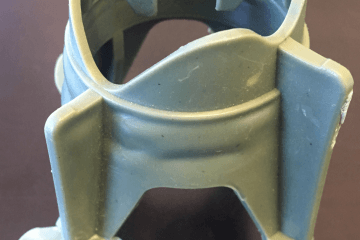
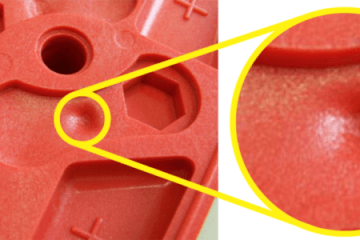
The moulding result from a multi-cavity tool with a cold runner system, moulding multiple of the same part in one run.
For clients requiring the production of multiple unique injection moulded parts, depending on volume, using individual steel moulds for each part may be too large of an investment. Thus, presenting the option for an alternative type of multi-cavity tool: family tools.
Family Tools
Family Tools produce multiple different parts in one cycle.
Simplified family tool diagram
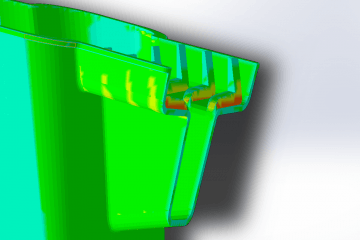
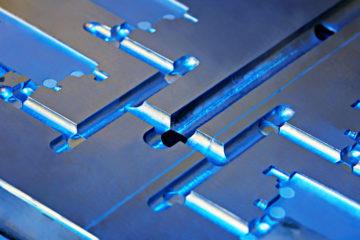
CAD screenshot of a family tool
This configuration significantly reduces per-part production costs by manufacturing multiple parts in the same moulding cycle in the one tool and is suitable for low-medium volume production. Instead of investing in an individual tool for each part, the increased cost of building a family or multi-cavity tool is still often significantly lower than producing individual tools for each part. Typically, family tools are used to manufacture components that are part of the same assembly. However, they can also be utilised to mould parts belonging to entirely different products – this is discussed further below.
Key Considerations
Sorting
To reduce labour costs, the best tools are those that can be left to run on their own.
For single and multi-cavity tools, the only sorting that is required is between parts, sprues and runners of a cold runner system. If the tool has a hot runner system, no sorting is required.
When a family tool is left running, all parts are ejected and collected in one container beneath the machine, resulting in a pile of unsorted products which will then need to be sorted by hand, or by costly automated machinery that are normally only set up for high volume mass manufacturing. The more difficult the parts are to sort, the more your labour costs will increase due to this labour and technical factor.
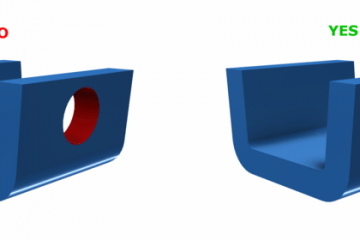
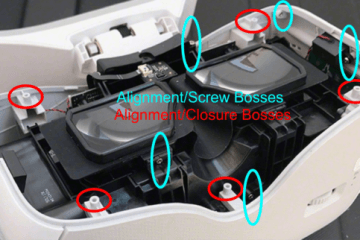
Therefore, if your design has similar parts, consider how the part’s interior or exterior appearance could be changed or adapted slightly to allow manufacturers to differentiate through parts with ease and reduce costs. Slight design adjustments also assist in the assembly process.

One of our talented Dienamics workshop staff, Valeria, separating parts from their sprues in our Brisbane workshop.
Moulding Control Over Individual Parts
Moulding control refers to the amount of control an injection moulder has over the outcome of the part produced. For example, single cavity tools offer the best control in moulding as the machine settings and moulding conditions can be optimised to perfect the production of the individual part. This streamlines the troubleshooting and moulding process, allowing the moulder to identify problems and make small changes to machine parameters until the highest quality part is produced.
Multi-cavity tools offer slightly less control to individual parts, due to the higher volume of parts. However, if the tool is balanced and has effective material flow and cooling, the uniformity of the parts typically allows them to mould effectively under the same conditions.
Moulding parts in family tools can be more difficult as each part must be run on the same settings (pressure, temperature, etc.). Due to variations in size and level of detail, the requirements to mould each part will vary. This creates a higher risk of defective parts if significant compromises are needed to be made to mould everything together. This is particularly an issue for tools that produce all parts needed for an assembly in one run. If one or more parts in that run are rejected, there can be an uneven number of approved parts produced.
There are two main options to consider here:
- For parts that are likely to be lost in sorting or are more susceptible to defects, it’s a good idea to add an additional cavity of that part can be added to the family tool to prevent additional runs – this is most effective if the part is small or uses little material.
- Or runner blocks can be used to mould the temperamental part separately to the others on customised settings. This reduces material waste on parts that may otherwise consistently show defects when moulded with the rest of the tool. Let’s go into this a little bit further.
Runner Blocks
As briefly mentioned, runner blocks are used typically in family tools to stop the flow of plastic from accessing specific cavities in a family tool, allowing the manufacturer to mould parts on their own or exclude specific parts in a run. The moulder can then optimise the machine’s settings to suit the specific part/s being moulded and prevent the production of defective products created by the machining requirements for other parts.
As mentioned, they can also be used to mould separate parts in different materials and colours.
Runner blocks provide an effective solution; however, they add time to the moulding process and eliminate the benefits of moulding all parts together at scale in one moulding shot.
Injection
Cold runner systems on multi-cavity and family tools typically require longer runners than single-cavity tools. The runner and sprue are usually reground and mixed back in with the virgin material to be remoulded to reduce waste. However, if more than 20% of the material used in moulding is reground, there is a higher risk of producing parts with defects. Therefore, if the runner and sprue weigh more than 20% of the overall part weight, not all this material can be reground, increasing the amount of wasted material. To avoid this:
- Depending on the number of parts and requirements for material flow,
- Hot tips could be implemented directly into each cavity, using a hot manifold system to eliminate the sprue and runner entirely.
- Or hot tips could be implemented into the runner to remove the need for a sprue
- Optimise balance with strategic cavity and gate placement to reduce runner weight.
To see if a hot manifold system is the best option for your tool: compare the higher initial tooling costs against the long-term savings from reduced material waste.
For some more information check out our blogs on hot manifold systems and cold runner systems!
Material and Colour Changes
In multi-cavity and family tools, runner blocks also allow different parts to be moulded in different materials or colours by selectively blocking cavities. Once the run of that colour or material is complete, the remaining material is then purged out to avoid contamination, colour speckling, and rejected parts. This process is then repeated as many times as required, closing off the unwanted cavities and running the new material or colour. However, moulding costs are increased due to the increased complexity in the process.
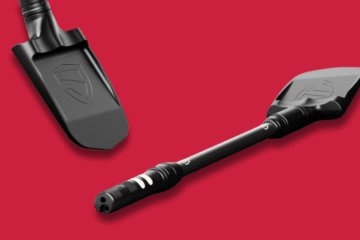
One of the amazing products we mould in our Brisbane workshop – Pendulum PMU makeup pencil sharpener – is a family tool we mould in two colours! The window/ clear part is moulded first to reduce risk of contamination. Then, after purging the remaining clear material, the part is runner blocked to mould the remaining parts in black.
Volume Implications for Family Tools
Similarly to multi-cavity tools, the production of multiple parts at once increases the cycle time, slowing the production of each part. For clients requiring very high-volume production, a family tool may not produce the required volume fast enough and instead it may be best to use multiple multi-cavity tools to meet their required production needs. Again, this requires very high-volume production to make this option financially viable.
Communicating Tool Configurations
When preparing a design for tooling, a toolmaker will provide you with a tooling configuration – referring to the number of unique parts and the number of cavities for each part in the tool.
Reference the table below for an example of how your tooling configuration name may look depending on how many unique parts you have, how many parts will be produced total per run, and as a result what type of tool you are running. This isn’t an exhaustive list; any combination of parts & cavities can exist across Multi-Cavity and Family Tools.
| Configuration Name Examples (x × y) |
Number of Unique Parts (x) |
Number of Cavities (y) |
Total Number Moulded (sum of y = total) |
Type of Tool |
|---|---|---|---|---|
| 1 × 1 | 1 | 1 | 1 = 1 part | Single Cavity Tool |
| 1 × 2 | 1 | 2 | 2 = 2 parts | Multi-Cavity Tool |
| 1 × 4 | 1 | 4 | 4 = 4 parts | Multi-Cavity Tool |
| 1 + 1 | 2 |
Part A: 1
Part B: 1
|
1 + 1 = 2 parts | Family Tool |
| 1 + 2 + 4 | 3 |
Part A: 1
Part B: 2
Part C: 4
|
1 + 2 + 4 = 7 parts | Family Tool |
Summary
Single Cavity Tool
- Best for low-medium volume production of a single part
- Lowest initial tooling price with higher per-part cost
Multi-Cavity Tool
- Best for high volume production of a single part design.
- Higher initial tooling price with lowest per-part cost
Family Tool
- Best for low-medium volume production of multiple different parts
- Lower initial tooling price per-part with lower per-part cost
Conclusion
Referencing this information before taking your design to tooling and injection moulding justifies the manufacturing suggestions made by a toolmaker or designer, and ensures that the processes, outcomes and implications match your expectations for your product.
Thinking that injection moulding might not be the right fit? Read this article about other plastic manufacturing methods!
At Dienamics, we offer a range of comprehensive services in every step of the product manufacturing process. These include:
- Product design, including concept assessment and project scoping
- Prototyping and process and materials testing
- Manufacturing, injection moulding, production, assembly, and packaging
Contact us today if you have a product you’re looking to get designed & manufactured!
Subscribe to Our Newsletter
Get the latest news from Dienamics into your inbox