What is Compression Moulding? Well I can tell you it’s one of the first moulding techniques ever used widely in the beginning of the Plastics Industry.
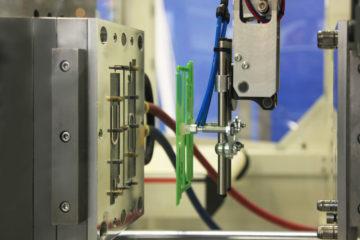
The basic principle of Compression Moulding is that you have a pliable or dough-like material, sometimes in a preform or just in granules in two mould halves. You then apply pressure onto one half of the mould, compressing them together, and the product is formed in between the two mould halves. As the mould closes, the halves are heated and the plastic melts and fill any voids. The mould is opened after a period. The product is then ejected or removed by hand usually.
Most of the early Bakelite products were formed using this process – there were a range of products, from brooches, and hair combs to electrical fittings and radio dials. Compression moulding is good for small batches of products and high-volume product. However, production volume is highly dependent on the size and quality of the mould that you get made. The larger the mould, the more cavities you can use per cycle.
One of the greater benefits of compression moulding is as the moulding process is not limited by a shot size or liquid plastics, you can have large, very thick-walled parts. You can also have a transitional wall thickness, which is problematic in injection moulding. In comparison to injection moulding, the tooling cost is moderately lower, however, without the automation of an Injection Moulding machine, expect to see a price rise as Moulders will have to charge a higher rate to cover their labour expense.
One of the drawbacks of compression moulding is that it is suited to thermoset plastics, such as melamine, or phenolic. Lots of other materials are also used in compression moulding, such as cork, ceramics and fibre composite materials. Another drawback is that thermoset plastics are largely unrecyclable. So if sustainability is a big consideration for your product, you may want to look at thermoplastics. It’s also extremely difficult, if not impossible, to have undercuts or sections of your product that aren’t formed by 2 mould halves. This process often required a lot of post processing per part, as excess material expands out of the mould along the part line as flashing or flash.
If you’d like to learn more about compression moulding, or if you have a product idea, and you’re not sure which moulding method to use, come and talk to us about a free 1 hour meeting.
Subscribe to Our Newsletter
Get the latest news from Dienamics into your inbox