Blow moulding is also known as blow forming, and has widely been used since the 1800s. It is best suited for the product design and manufacturing of hollow plastic parts, such as with the production of plastic bottles, with uniform thicknesses when the outside shape is the major consideration.
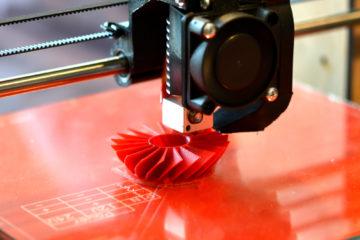
The basic process. A heated plastic, or thermoplastic resin is heated to a molten state and then it is extruded through a die head to form a hollow tube called a ‘parison’. The parison is then dropped through the mould halves, which close around it. The parison is inflated, and then the plastic hardens as it is cooled inside the mould. The mould is opened to release the finished component.
Variations. Include; extrusion blow moulding, injection blow moulding, stretch blow moulding and reheat and blow moulding.
Extrusion blow moulding. Is probably the simplest type of blow moulding described in the basic process. When the hot plastic material is blown up and touches the walls of the mould it is shaped into the opposite of the mould. Once cooled it retains this rigid shape, such as with babies rattles. Extrusion blow moulding allows for a wide variety of container shapes, sizes and neck openings. It is generally cheaper than injection blow moulding.
Injection blow moulding. Is part plastic injection moulding and part blow moulding. A 2 part process. With injection blow moulding, the hot plastic material is first injected into a cavity where it encircles the blow stem, which is used to create the neck and establish the gram weight (perfect for making a bottle without handles). The injected material is then moved on, where it is blown up into the finished container with the extrusion blow moulding process. This is very good for containers of a variety of shapes, necks and openings.
Stretch blow moulding. This method is perhaps best known for producing P.E.T. bottles commonly used for water, juice and a variety of other products, and is a modification on the injection blow moulding process to make light-weight and when there is very high output in volume (many million). This type of machinery is often called injection stretch blow moulding (ISBM) and usually requires large runs to justify the very large expense for the injection moulds to create the pre-form, and then the blow moulds to finish the blowing of the container. Used for both wide mouth and narrow mouth products.
Reheat and blow moulding. This is also a type of blow moulding that uses stretch and blow. Stock preforms can be bought on a commercial basis, where the preforms are put into relatively simple machinery which reheats them so they can be blown into the required shape. This eliminates the installation of costly injection moulding equipment as long at they can obtain the stock preform. Therefore, the main expense is now for the blow moulds, which are much less expensive than the injection moulds required for preforms. There are set backs and handles are still not able to be produced at this stage.
Materials and products. The blow moulding process allows for the production of bottles and containers from a huge range of plastics, and an almost unlimited range of shapes, combined with other processes as noted above we can incorporate ‘handle-ware’ still not possible with blow moulding alone.
Subscribe to Our Newsletter
Get the latest news from Dienamics into your inbox