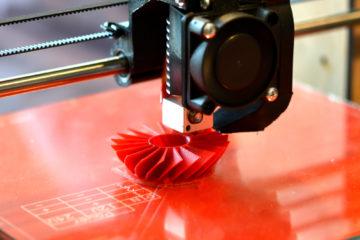
What is Pultrusion? Pultrusion is a process that flips the logic of extrusion. Instead of feeding material into a hopper, and forcing it through a die, the raw material is rolls of pre-impregnated (pre-preg) fibre filled polymers threads. These threads are pulled through the entire assembly line during setup. The threads from their spools, run through a carding plate, a heater, a die, the puller, and finally a cutter. Once the line is setup, the heater is turned on and the puller starts pulling, the line begins to make product.
One of the benefits of pultrusion (and extrusion) is that it is a significantly lower set up cost when compared to injection moulding. Pultrusion is generally quick to produce as well. For profiles that are less than 50mm by 50mm, you could reasonable expect to make 0.5m per minute. Smaller profiles produce quicker, and larger profiles produce slower.
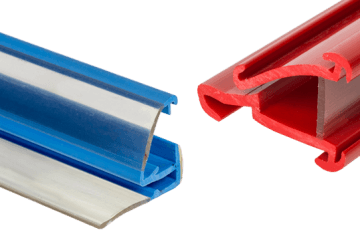
There are however some restrictions in shape. Unless you have additional punching and cutting units, the extrusion will have the same 2D profile or cross section throughout it’s length. However, you can make undercuts and hollow out the interior of the profile by using multiple die plates.
Another rule of thumb is that, you need to keep the wall thickness the same, as the fibre reinforcement will not easily flow into thinner areas. A minimum wall thickness is about 2.3mm. Another advantage of pultrusion is that generally any thermoset polymer matrix that can be filled with glass or carbon fibre, can be used in pultrusion. Typically, a minimum run for a custom pultrusion, is 500 linear meters. This is due to the time-consuming setup process.
If you’d like to learn more about pultrusion, or if you have a product idea, and you’re not sure which moulding method to use, come and talk to us about a free 1-hour meeting.
What is Pultrusion? Pultrusion is a process that flips the logic of extrusion. Instead of feeding material into a hopper, and forcing it through a die, the raw material is rolls of pre-impregnated (pre-preg) fibre filled polymers threads. These threads are pulled through the entire assembly line during setup. The threads from their spools, run through a carding plate, a heater, a die, the puller, and finally a cutter. Once the line is setup, the heater is turned on and the puller starts pulling, the line begins to make product.
One of the benefits of pultrusion (and extrusion) is that it is a significantly lower set up cost when compared to injection moulding. Pultrusion is generally quick to produce as well. For profiles that are less than 50mm by 50mm, you could reasonable expect to make 0.5m per minute. Smaller profiles produce quicker, and larger profiles produce slower.
There are however some restrictions in shape. Unless you have additional punching and cutting units, the extrusion will have the same 2D profile or cross section throughout it’s length. However, you can make undercuts and hollow out the interior of the profile by using multiple die plates.
Another rule of thumb is that, you need to keep the wall thickness the same, as the fibre reinforcement will not easily flow into thinner areas. A minimum wall thickness is about 2.3mm. Another advantage of pultrusion is that generally any thermoset polymer matrix that can be filled with glass or carbon fibre, can be used in pultrusion. Typically, a minimum run for a custom pultrusion, is 500 linear meters. This is due to the time-consuming setup process.
If you’d like to learn more about pultrusion, or if you have a product idea, and you’re not sure which moulding method to use, come and talk to us about a free 1-hour meeting.
Subscribe to Our Newsletter
Get the latest news from Dienamics into your inbox