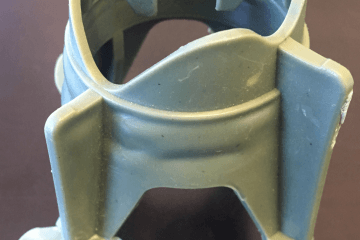
Warpage: it’s the bane of the designer when it comes to injection moulding. Warpage occurs when cooling of the part is inconsistent. A section of the part will set whilst another remains molten. The set area will restrict the proper setting of the still molten area, resulting in warped parts that must be rejected or recycled. There are a few things which result in warpage, and thankfully there are ways around them.
Wall thickness
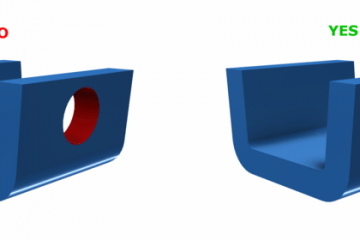
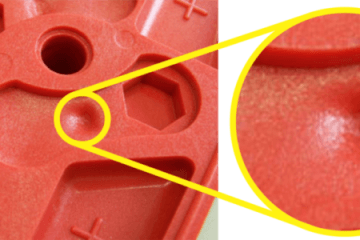
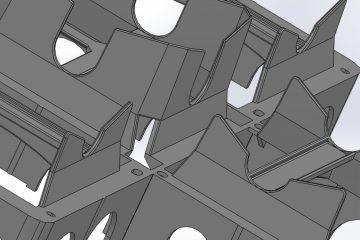
This is the number one cause of warpage. As the mould is cool to begin with, the material begins setting as soon as it touches the surface of the mould. The material will thus set from the outside, slowly hardening the core of the part. If a wall is too thick, the length of time the part takes to harden from the outside-in will be too long, causing a collapse called a sinkage.
Wall thickness inconsistencies
Similarly, if a wall’s thickness is not consistent throughout the design, the thinner wall sections will cool and set first, leaving the still molten thicker walls to harden slower and thus warp.
Non-uniform cooling rates
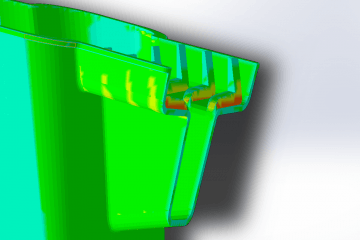
This merely means that a section of the part is hard whilst the rest remains molten. Molten material is liquid or fluid material. One of the properties of liquids is that they will always take the easiest path. When inconsistent cooling rates are allowed due to bad design or improper programming, the remaining liquid material will set improperly, or even remain in a malleable state after it is ejected from the mould.
Alignment of polymer molecules and fibre reinforcement strands
This is a fancy way of saying that polymer materials — materials made of two or more different substances like an alloy — can have their chemical properties slightly altered if they are subjected to too much heat and pressure. This can result in your product warping, as it will no longer have the properties that the raw materials have. It will not contain any (or at least not enough) reinforcing elements for it to hold its shape.
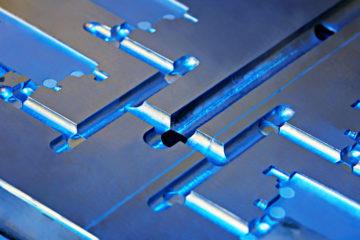
Pressure and temperature of injection
When the raw materials are improperly considered for the size, shape and design of the part, the pressure and temperature of the injection can be wrong. If either of these calculations are off or incorrect by the injection moulders, the molten materials may inject at the wrong speed. Too slow and cold and the mould will start setting the part before the injection is complete. Sometimes a whole section of the design may be cut off, especially if it’s narrow. Too hot and fast and the cool mould may not react well to the abrupt change in state.
Warpage can be a costly and worrying element in a design and it’s important to know how to deal with it before it becomes a problem. Knowing how to design around the problem and ensuring your part is handled correctly during production is all it takes to be rid of this nuisance. If you’d like to know more about plastic injection moulds and the processes behind them, get in touch with us here.
Subscribe to Our Newsletter
Get the latest news from Dienamics into your inbox